The dimensions of products or structural elements to be galvanized must not exceed the technological dimensions of the galvanizing bath: 6.5×1.5×2.5 m !
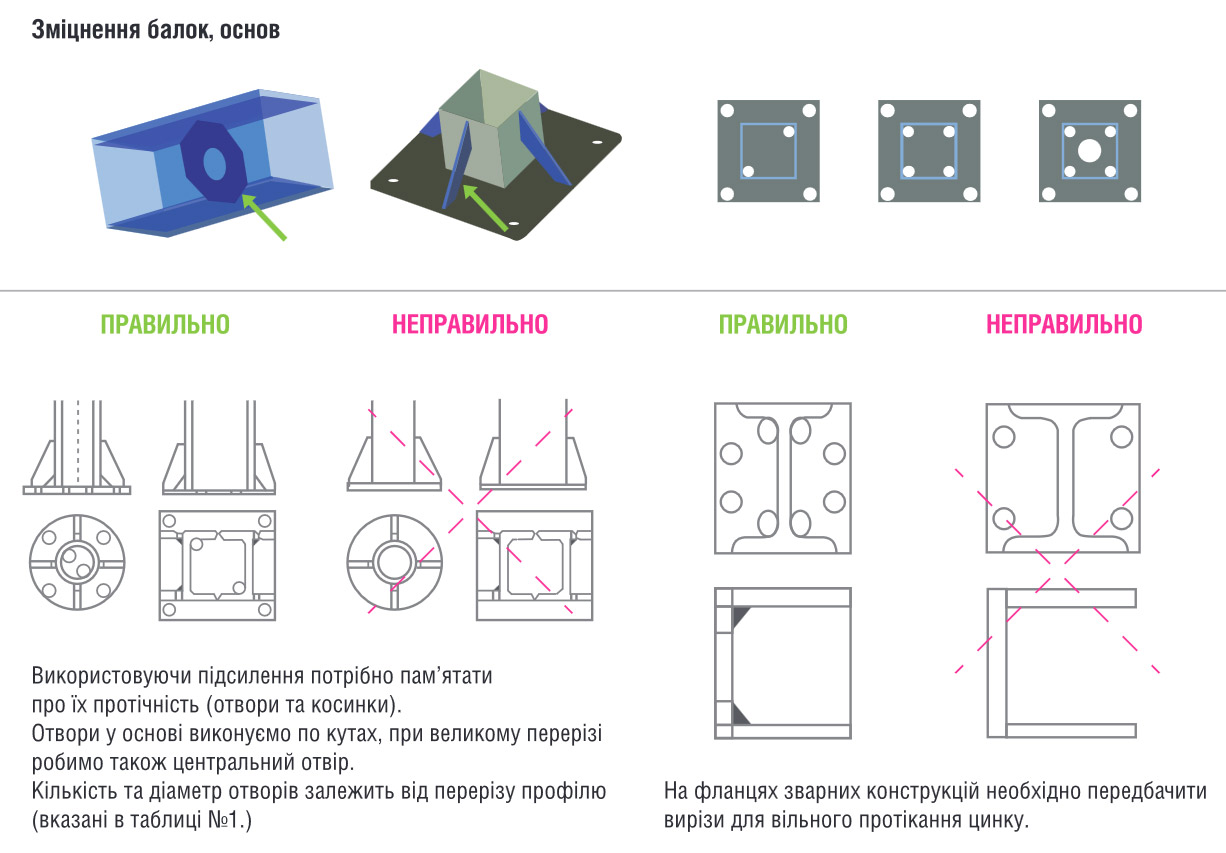
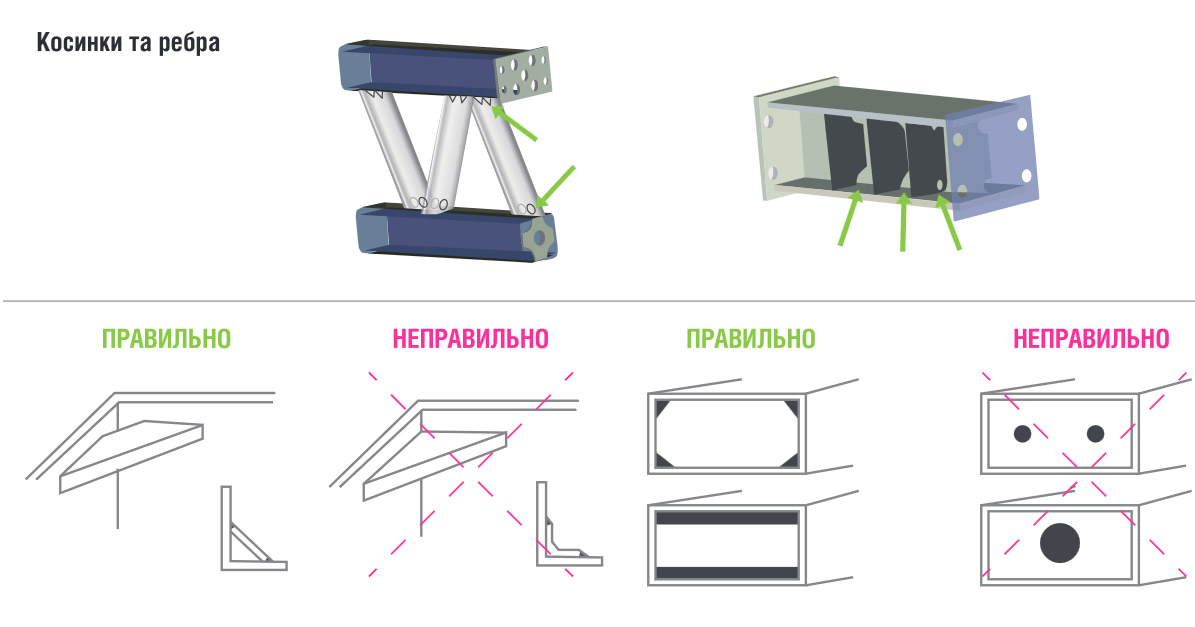
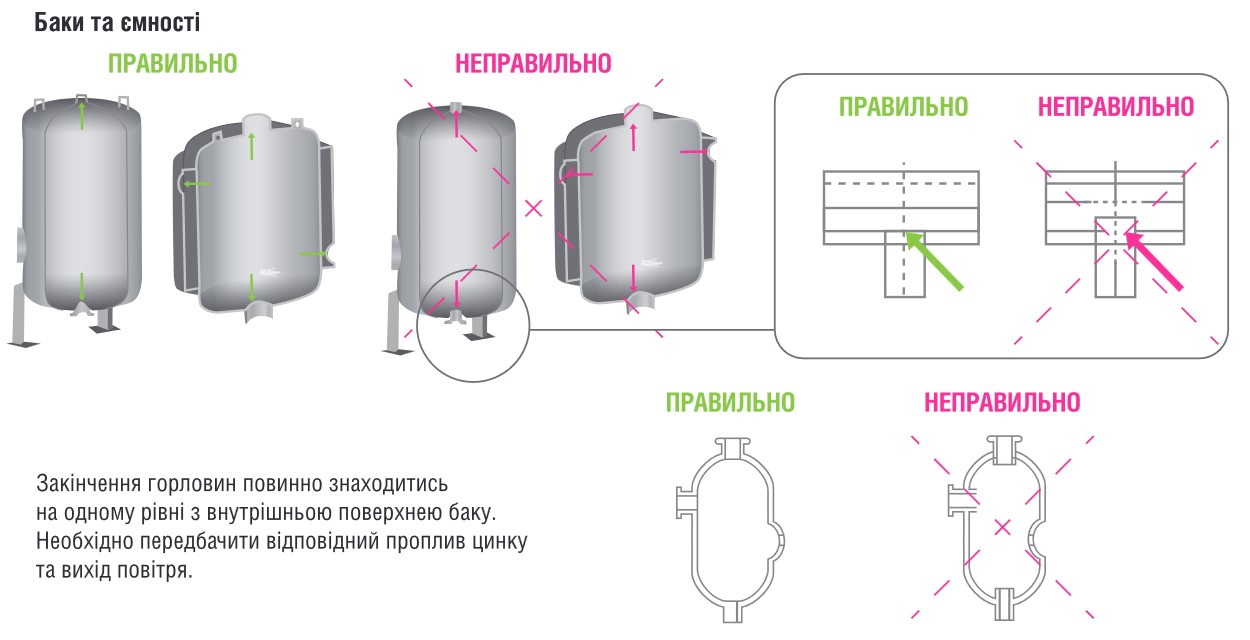
The design of products for hot-dip galvanizing should include appropriate design solutions that take into account the specifics of hot-dip galvanizing to obtain a high-quality zinc coating, prevent structural deformation and destruction of welds.
Before signing a contract for galvanizing, the customer must provide product drawings to assess the possibility of applying a coating by hot-dip galvanizing.
Products that have internal stresses after preliminary processing, such as welding, rolling, bending, stamping, etc., may deform during the galvanizing process. This is especially true for products with an asymmetric design and product elements made of sheet metal up to 2 mm thick (inclusive). The Customer must subject such products to heat treatment to relieve stresses before galvanizing. The Contractor is not responsible for product deformation caused by the release of physical stresses.
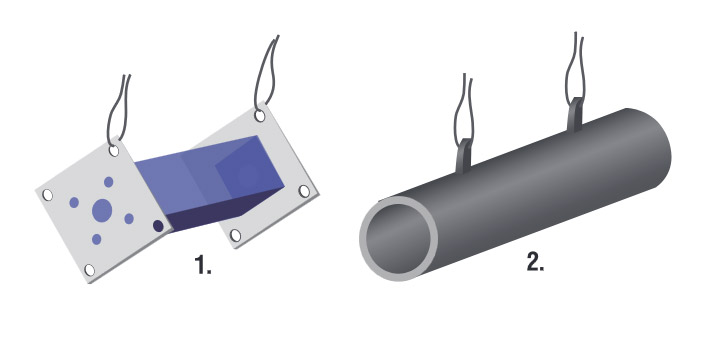
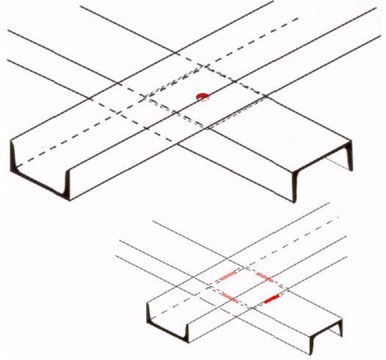
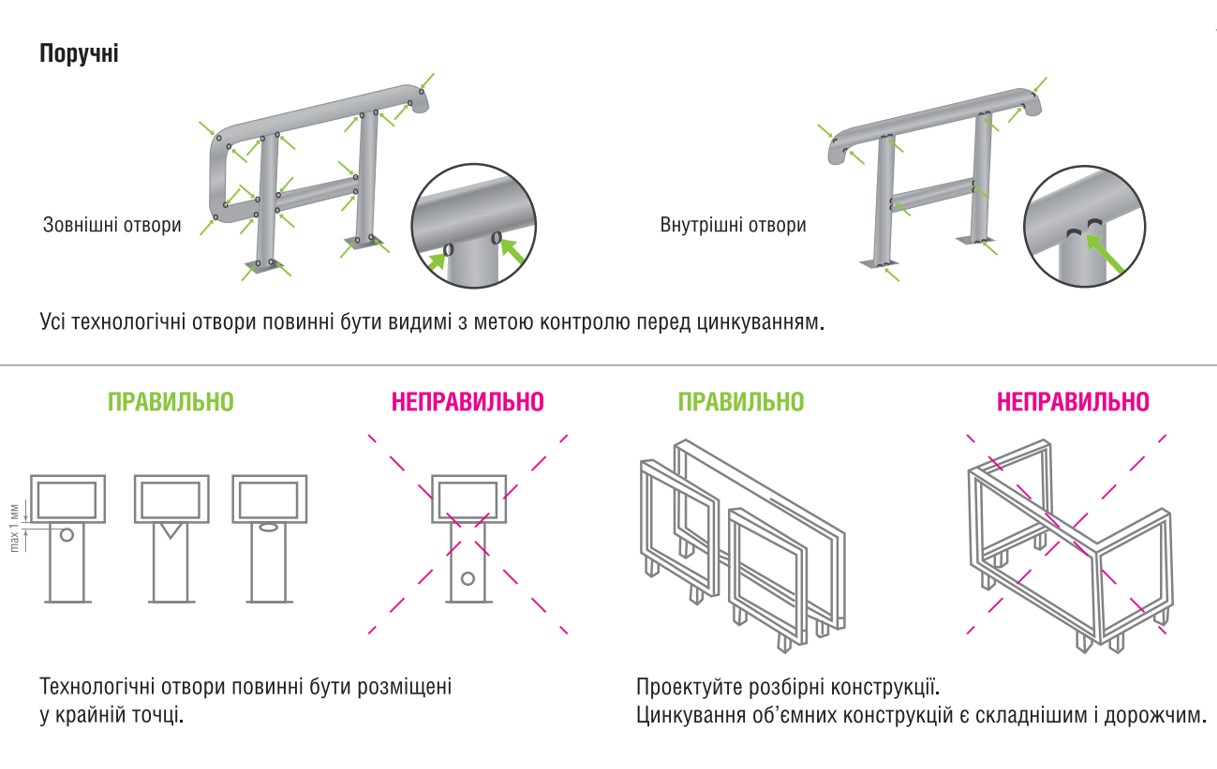
To ensure zinc flow, the distance between parallel surfaces of the product must be at least 3 mm, otherwise non-galvanized surfaces and crevice corrosion are possible.
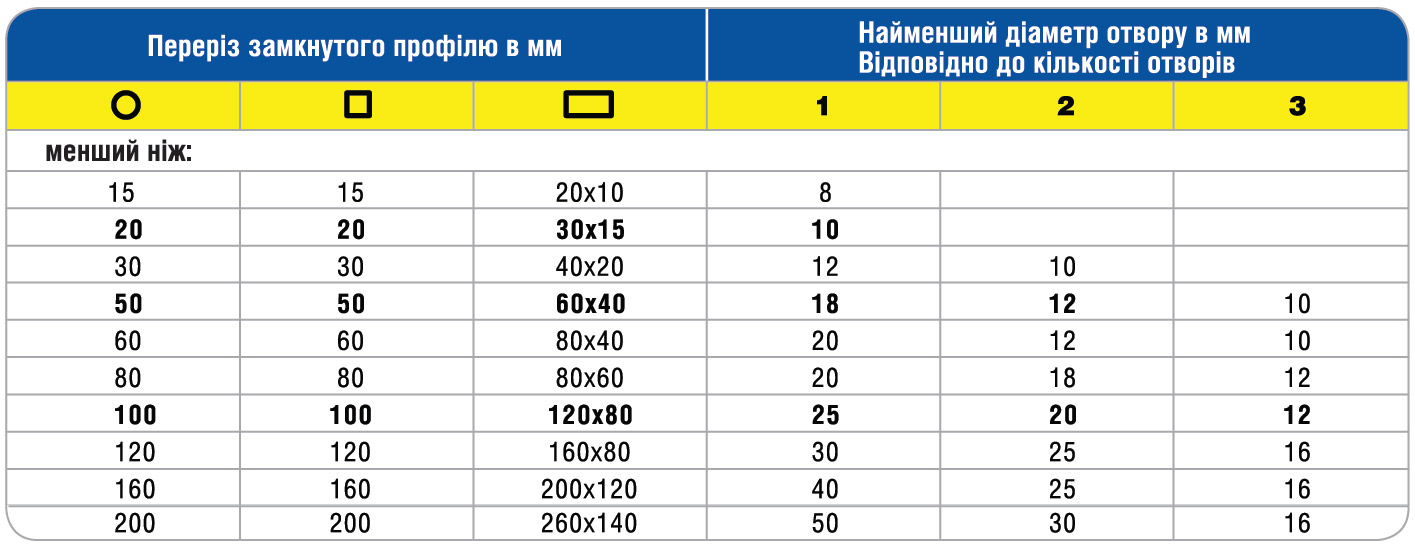
Hollow products, products with long welds, products of complex shape, products made of various rolled products, as well as products made of cast iron are subject to trial galvanizing to determine the possibility of high-quality galvanizing of a series of products!
To avoid deformation of the metal product, it is undesirable to use metal that differs in thickness by more than 2 times. Also, if possible, the products should be symmetrical.