Гаряче цинкування як метод захисту від корозії
Щороку 10% сталі втрачається в процесі корозії. Через це, актуальним є питання захисту металовиробів від впливу навколишнього середовища. Гаряче цинкування — передовий метод, який дозволяє захистити готові металеві та стальні конструкції від атмосферної, водяної та ґрунтової корозії. Цинк вже понад 150 років використовується як матеріал для захисту від корозії. Щорічно в світі виготовляються мільйони тонн цинку. Половина цього обсягу використовується для захисту сталі від іржі. Для антикорозійного захисту використовують і інші метали, зокрема магній, алюміній, кадмій. Екологічно привабливим моментом застосування цинку є те, що 80% його використовується повторно і він не втрачає своїх фізичних і хімічних властивостей. Захищаючи сталь, цинк допомагає зберігати природні ресурси.
Нанесення покриття на сталь відбувається під час занурення металевого виробу в розплав цинку(температура розплаву 440-460 °С). Під час цинкування покривається як зовнішня, так і внутрішня поверхня деталей. Товщина покриття складає 60 -100 мкм (в залежності від товщини та хімічного складу сталі, з якої виготовлено виріб). Цинкова оболонка є бар’єром , який захищає поверхню від впливу навколишнього середовища. Проте крім бар’єрного, цинк також забезпечує електрохімічний захист, оскільки при стиканні з залізом утворюється гальванічний елемент. Напруга, що виникає в елементі, навіть при пошкодженні цинкової оболонки, призводить до корозії цинку, а не сталі. Інші антикорозійні системи створюють або захисний бар’єр, або гальванічний елемент. Тільки гаряче цинкування поєднує ці два способи в одне ціле, створюючи ефективний метод, який захищає сталь впродовж багатьох років. Термін служби оцинкованого металу складає від 20 до 65 років в залежності від товщини покриття і агресивності навколишнього середовища.
Технологія
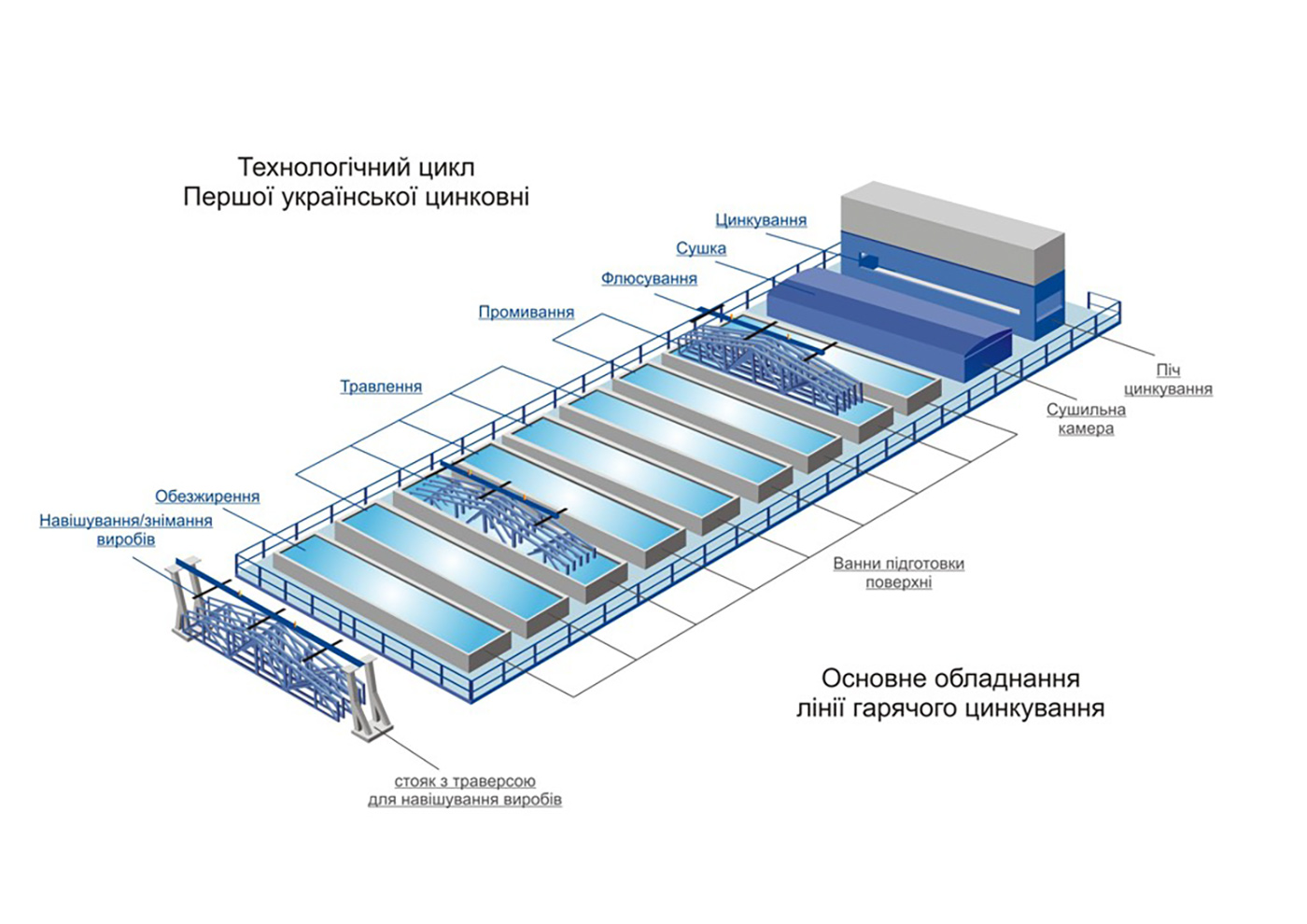
Технологічний процес складається з 6 етапів:
- Обезжирення — на цьому етапі проводиться видалення з поверхні металовиробів і конструкцій жирових плям, консерваційних мастил і інших синтетичних нашарувань, які перешкоджають і сповільнюють процес травлення.
- Травлення — є важливим етапом підготовки поверхні металовиробів для цинкування. При травленні відбувається видалення з поверхні деталей іржі, а також хімічна активація поверхні сталі (видалення окисної плівки) без пошкодження основної поверхні.
- Промивка — під час промивки відбувається змивання продуктів травлення з поверхні виробів, що готують до цинкування.
- Флюсування — кінцевий етап підготовки поверхні, який необхідний для нанесення на поверхню шару солей, що забезпечують оптимальну адгезію. Окрім цього шар флюсу виконує захисну функцію.
- Сушка — в процесі сушіння відбувається висихання солей флюсу. Нагрівання виробів відбувається до 100 ºС.
- Цинкування — процес утворення цинкового покриття внаслідок реакції між залізом і розплавом цинку, в результаті занурення підготовленого виробу в розплав.
Кожен із зазначених процесів відбувається у спеціальних ваннах.
Передбачуваний термін служби цинкового покриття до моменту першого ремонту в залежності від категорії навколишнього середовища, ризику та ступіню корозії згідно норм UNI EN ISO 14713
| Код | Категорія корозивності | Ризик корозії | Ступінь корозії
Середній рівень втрати товщини цинку μm/рік |
|---|---|---|---|
| С1 | Внутрішні умови: сухі | Дуже низький | ≤ 0,1 |
| С2 | Внутрішні умови: рідкісна конденсація
Зовнішні умови: відкриті внутрішні сільськогосподарські території, віддалені від моря |
Низький | від 0,1 до 0,7 |
| С3 | Внутрішні умови: висока вологість, часткове забруднення повітря
Зовнішні умови: внутрішні території міст або території помірно віддалені від узбережжя |
Середній | від 0,7 до 2 |
| С4 | Внутрішні умови: басейни, хімічні заводи та ін.
Зовнішні умови: внутрішні території промислового призначення або узбережні території міст |
Високий | Від 2 до 4 |
| С5 | Зовнішні умови: промислові території з високою вологістю або узбережні території з високим вмістом солі у повітрі | Дуже високий | Від 4 до 8 |
| lm2 | Морська вода в районах з помірним кліматом | Дуже високий | від 10 до 20 |
У послугу гарячого цинкування входить:
- Розвантаження та завантаження автомобіля (вироби повинні бути на палетах, або підкладках для швидкого розвантаження кран-балкою або автонавантажувачем);
- Хімічна підготовка поверхні виробу;
- Нанесення цинкового покриття згідно з ISO 1461:2022;
- Очищення виробів після процесу гарячого цинкування.